UNISTAND
Clamping fixtures
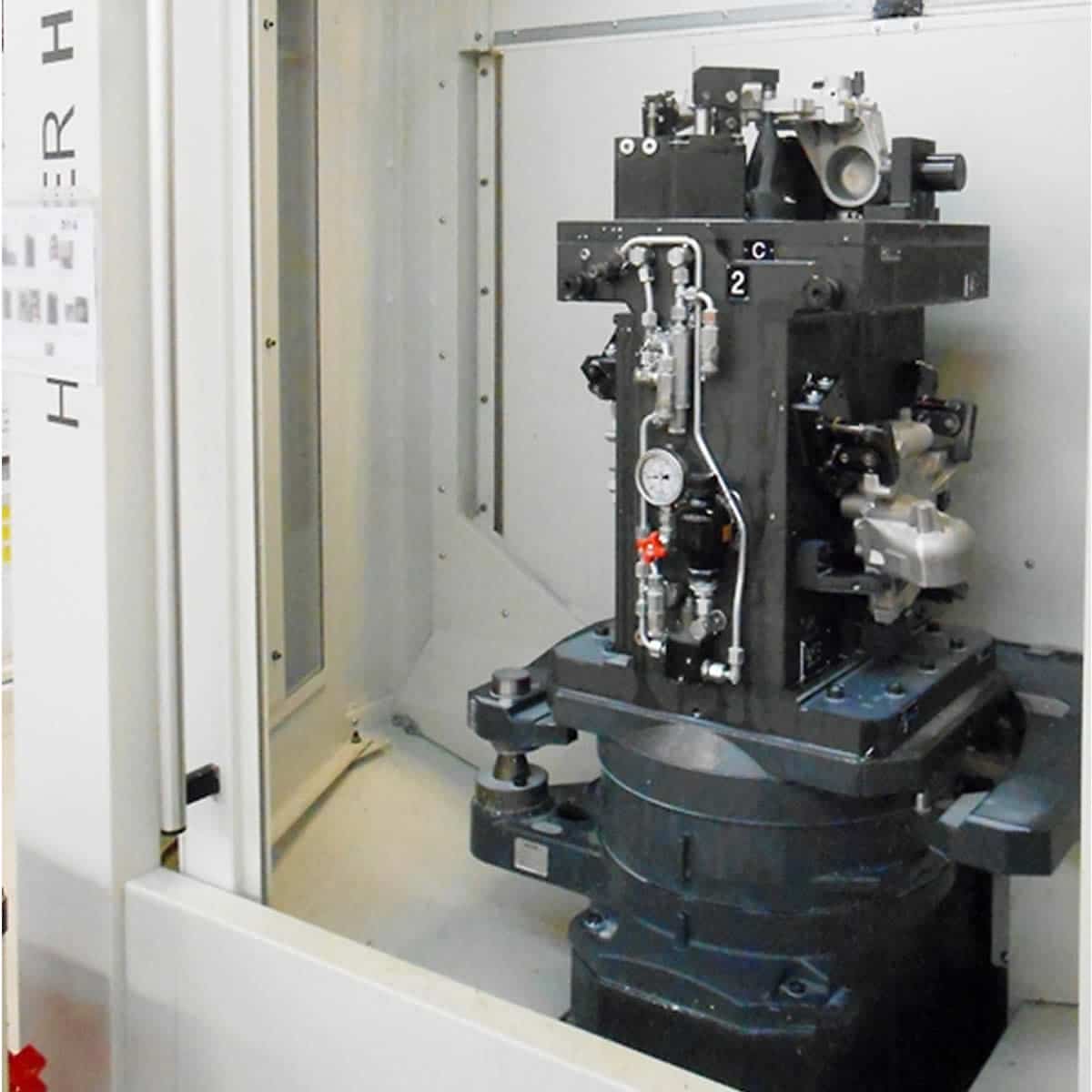
Clamping fixture for CNC machining centers with turnkey formula

Certified finishing fixture for 3-4 cylinder engine block. Hydraulic clamping through differentiated pressure

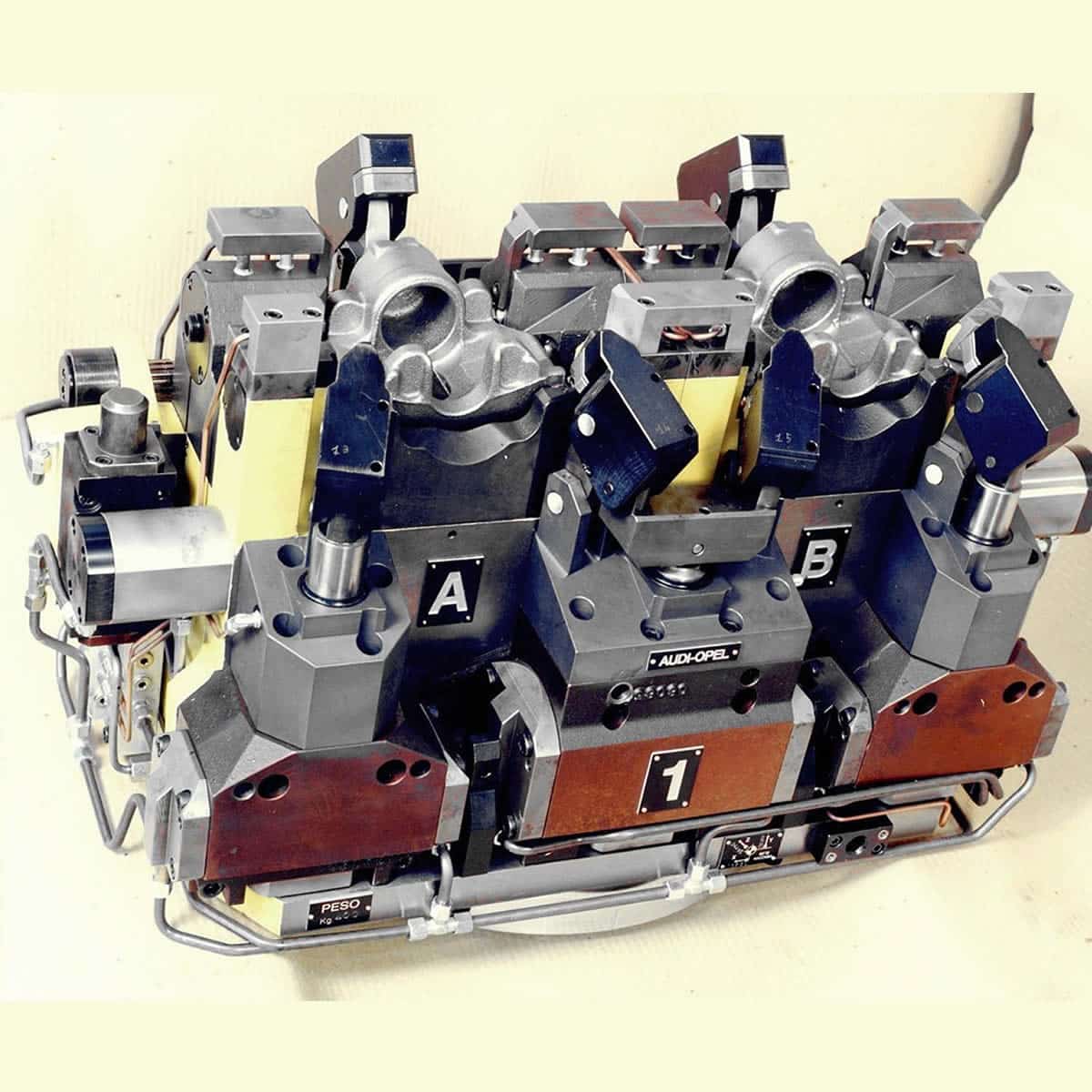
Certified finishing fixture for V6 engine block. Sequential hydraulic clamping through differentiated pressure

Four-location fixture for machining connecting rods on a multi-spindle machining center. Sequential hydraulic clamping
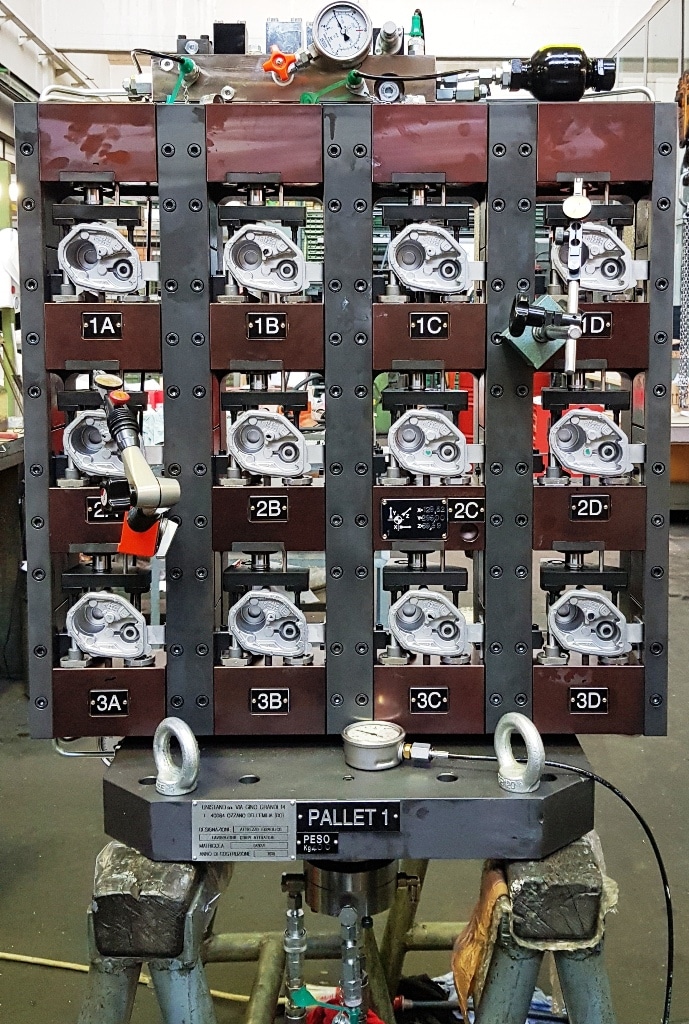
Nine-location fixture for automatic gearbox valve block. Calibrated and irreversible manual tightening
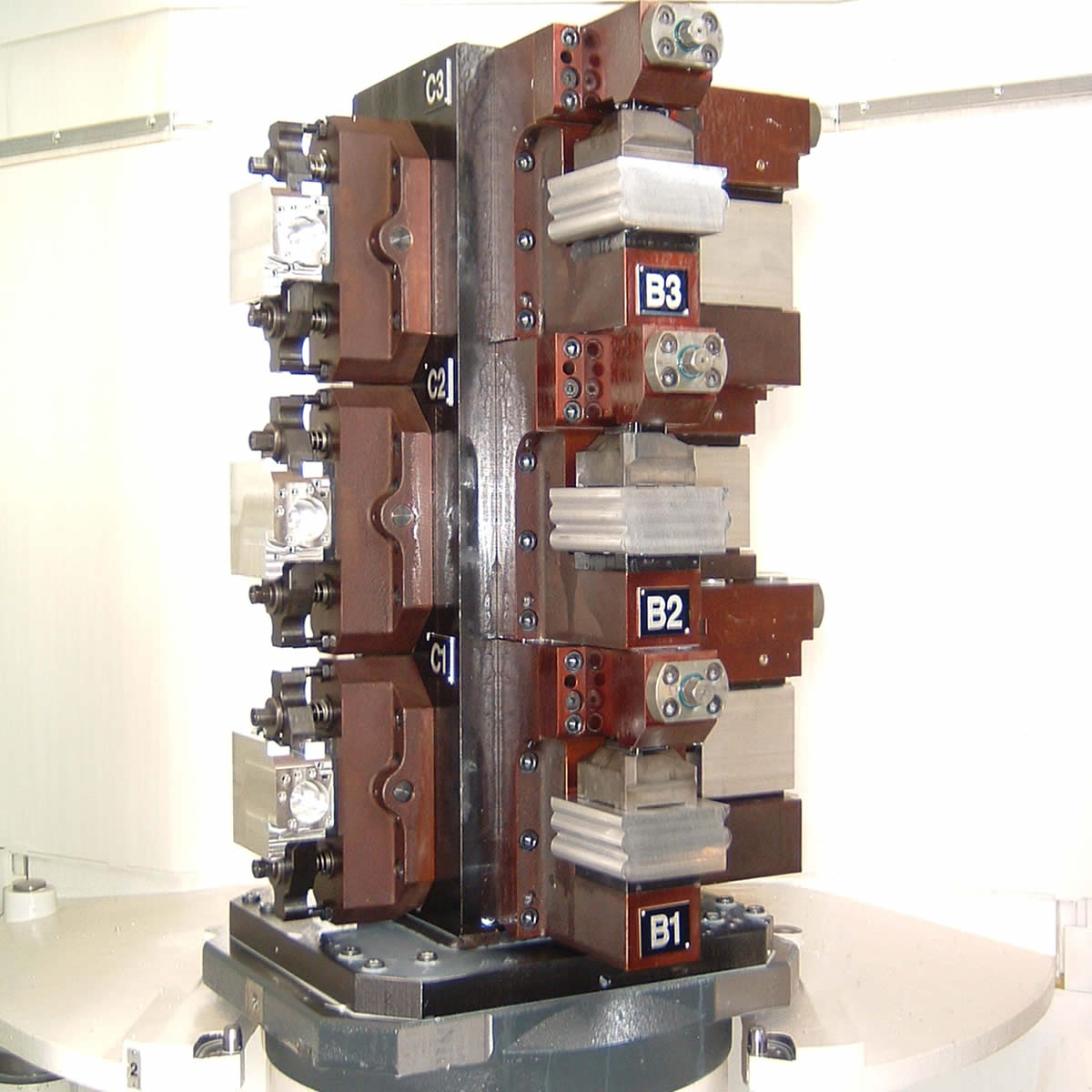
Eight-position fixture for hydraulic slide valves. Hydraulic clamping operated by piece loading / unloading robot

Two-position fixture for hammer body for two-spindle machining center. Hydraulic clamping
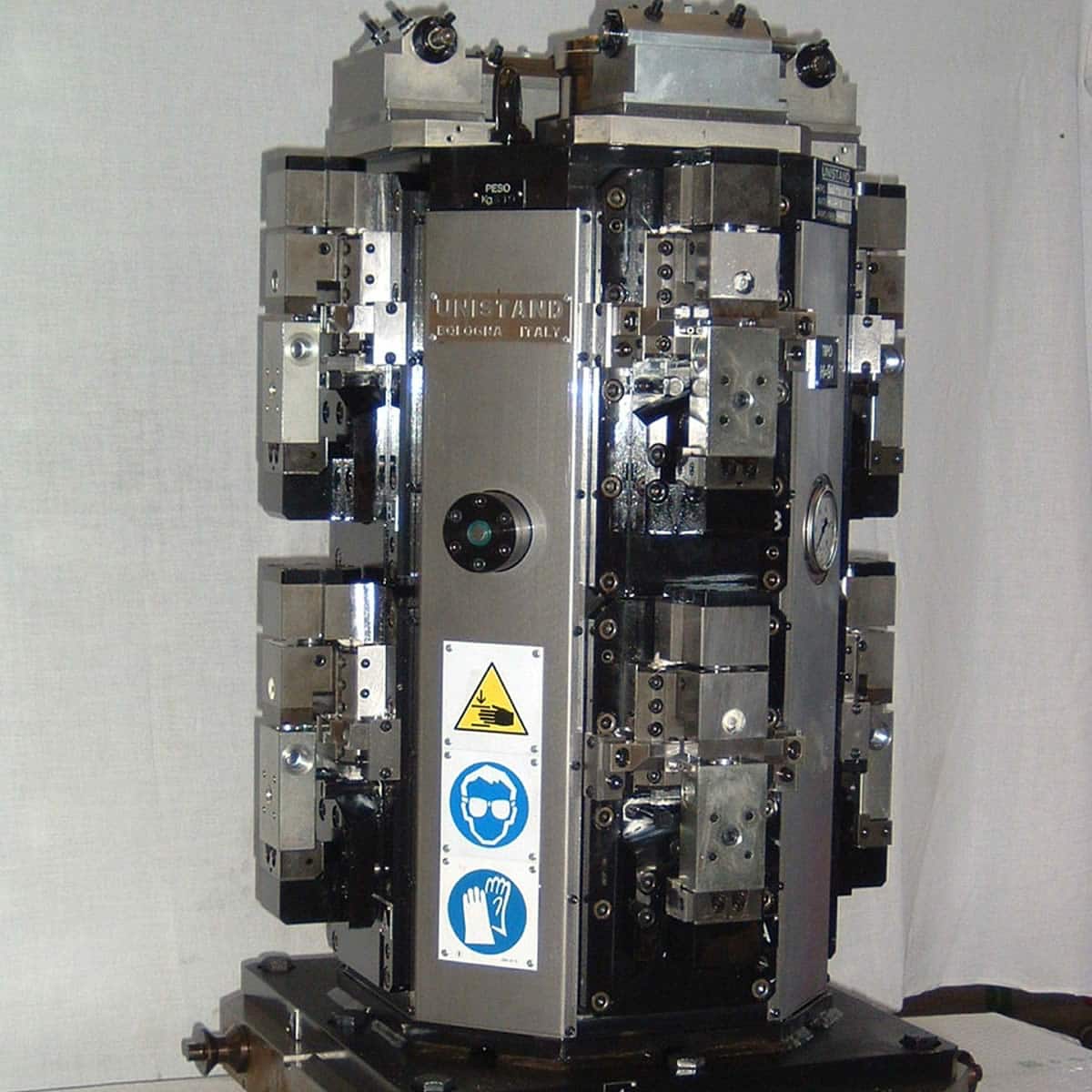
Eight-position fixture for Common Rail pump bodies with sequenced hydraulic tightening
Three-position fixture for AMT Power Unit body. Hydraulic clamping through differentiated pressure
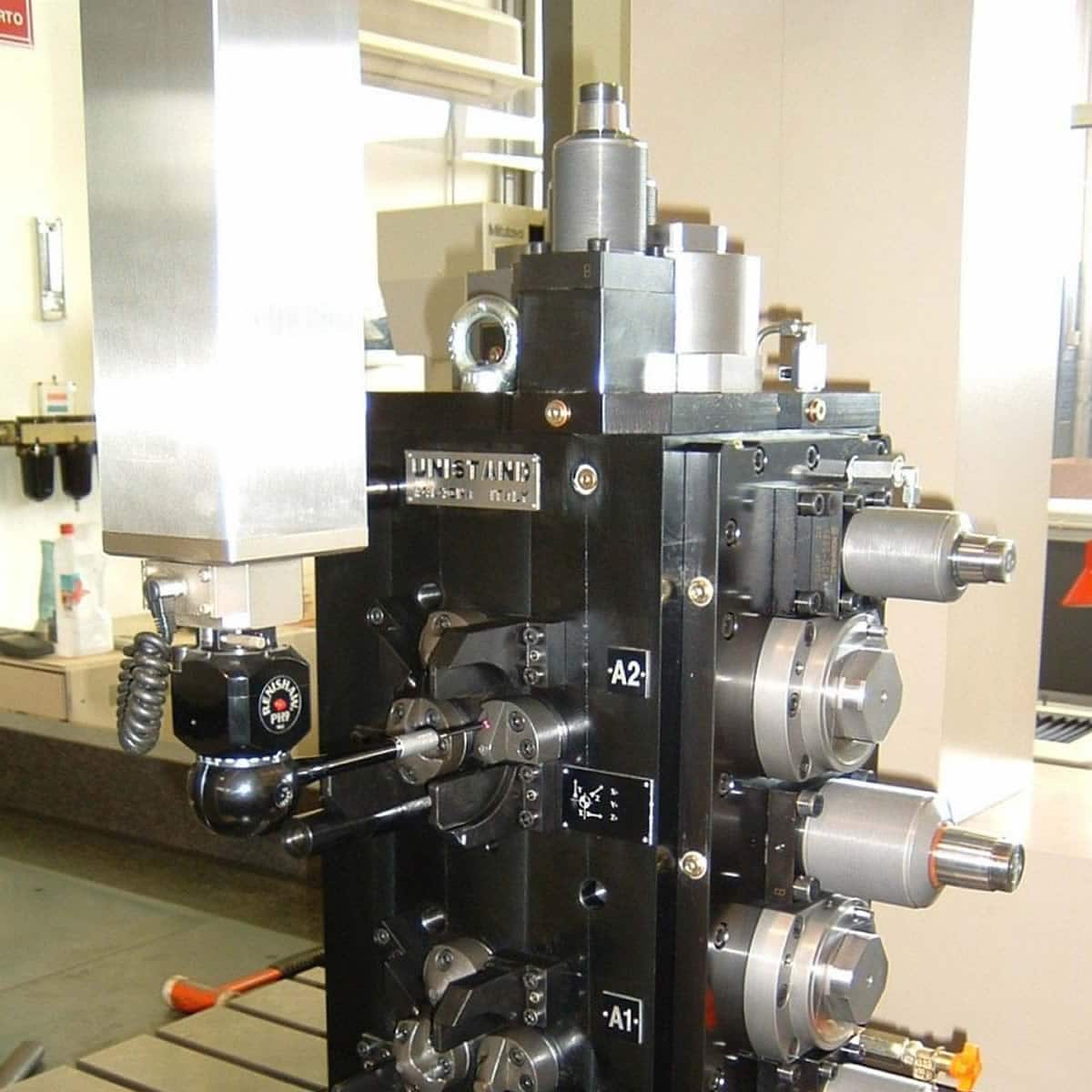
Two-place fixture for automotive brake calipers with hydraulic sequential tightening

Single-seat cubing fixture for gripping and referencing V6 engine crankcases in cast iron. Sequential hydraulic clamping through differentiated pressure